Ihr Warenkorb
Keine Artikel in Ihrem Warenkorb
Ein kräftiges Userfriendly mit einem aufwändigen Zierdamast und einer Schneide aus TNT666 Lesen Sie mehr..
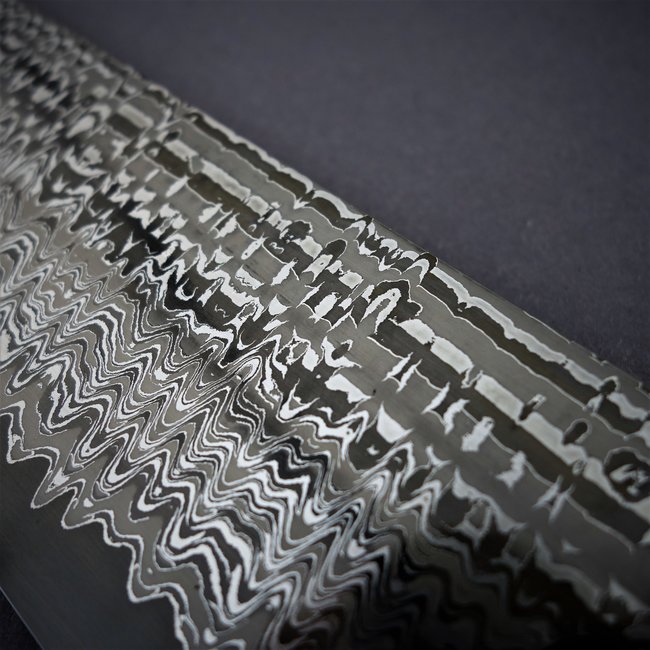
Die 3 Lagen Klinge dieses aufwändigen Gyutos hat einen Kern aus der sehr verschleißfesten Sonderlegierung TNT666, die Seitenlagen bestehen aus einem Zierdamast aus drei verschiedenen Stählen und Reinnickel im Muster "Firecracker".
Die Geometrie entspricht einem kräftigen Userfriendly bzw. einer Mischung aus Userfriendly und Workhorse. Im Bereich des Kehls verfügt das Messer über eine gewisse Keilwirkung, der starke Taper ermöglichen eine sehr hohe Schneidfreudigkeit, besonders in der vorderen Hälfte der Klinge.
Die Schneide ist über die ganze Länge sanft gebogen. Das Messer ist für alle Schnittechniken gleichermaßen geeignet.
Achtung: Durch die Verwendung von Reinnickel ist dieses Messer nicht für die Anwendung durch Menschen mit Nickelallergie geeignet.
Der Griff dieses Messers ist relativ kräftig gehalten. Er eignet sich daher weniger für Menschen mit sehr kleinen Händen.
Die Schneidlage besteht aus einer Sonderschmelze, die exklusiv für Achim Wirtz (Stahlhändler und -produzent) hergestellt wurde. Vor etlichen Jahre hat Achim Wirtz eine kleine Menge (ca. 80 Kg) dieses Stahls im Rahmen eines Universitätsprojektes als Probeschmelze herstellen lassen. Seither sind vereinzelt einige Klingen aus diesem Werkstoff aufgetaucht. Nun gibt es eine Neuauflage der einstigen Probeschmelze, doch auch dieses Mal wurden nur 400Kg des Stahls produziert. Es bleibt also ein im höchsten Maße exlusiver Werkstoff.
Der TNT666 ist ein extrem verschleißfester mittellegierter Werkzeugstahl mit hoher erreichbarer Härte, dessen Verschleißfestigkeit ohne Weiteres mit der des 1.2562 mithalten kann. Der Stahl bildet extrem harte Titan-Niob und Wolfram-Chrom Mischkarbide. Gleichzeitig ist der Gesamtgehalt der Sonderkarbide noch gering genug, so dass auch feine Schneiden möglich sind. Ein seltener Werkstoff mit sehr guten Eigenschaften.
Das Material für die Schneidlage wurde aus einem 50 mm dicken Ausgangsblock mit einer Schmiedestarttemperatur von 900 Grad innerhalb einer Wärme auf etwa 12 mm heruntergeschmiedet.
Nach der letzten Feuerschweißung bei 970 Grad wurde das Ausgangspaket mit einer Stärke von ca. 40mm innerhalb einer Wärme mit einer Schmiedestarttemperatur von 900 Grad auf ca. 15mm heruntergeschmiedet und im Anschluss sofort unter 720 Grad abgekühlt. Das anschließende Formschmieden erfolgte dann bei maximal 810 Grad. Nach jeder Wärme wurde der Rohling unter 720 Grad abgekühlt. Dieser Prozess erzeugt eine sehr feinkörnige Matrix sowie sehr kleine und fein verteilte Karbide.
| Schneidenlänge: |
265mm |
| Max. Klingenhöhe: |
59mm |
|
Klingenstärke am Rücken: |
|
| Angel: |
5,75mm |
| Kehl: |
5,1mm |
| Mitte: |
3,0mm |
| 20mm vor der Spitze: |
1,1mm |
| Grifflänge: |
125mm |
| Gewicht: |
351g |
| Schwerpunkt: |
35mm vor dem Griff |
| Geometrie: |
Zwischen Userfriendly und Workhorse |
| Flatspot: |
Kein Flatspot |
| Schneidenstahl: |
TNT666 (1.2443): C = 1,21 %
P <= 0,01 %
S <= 0,01 %
Si = 0,26 %
Mn = 0,29 %
Cr = 0,27 %
W = 0,62 %
Ti = 0,59 %
Nb = 0,61 %
~65hrc
|
| Zwischenlage: |
Reinnickel /nickel |
| Seitenlagen: |
Zierdamast aus: 1.8974 1.2003 1.5634 Reinnickel |
| Griffmaterial: |
Grenadill, stabilisierte gestockte Buche, schwarzes und weißes Fiber, Bronze |
| Griffform: | Westlich |